
千禧光服务热线:+86-576-86727770
千禧光服务热线:+86-576-86727770

电话:+86-576-86727770
传真:+86-576-86727527
邮箱:dawn@dawnmould.com
地址:浙江省温岭市石塘镇上马工业开发区
网址: www.dawnmould.com

中国全年塑料模具产值达534亿元人民币左右?你相信吗?由于中国经济的高速发展对塑料模具工业的要求是越来越严格,因此为塑料模具工业的发展提供了巨大的动力。据准确数据统计,中国全年塑料模具产值达534亿元人民币,这是一个已经存在的事实。随着汽车制造业和IT制造业的飞速发展,国内模具工业取得了飞速发展,据了解,我国模具行业中塑料模具的占比可达30%,预计在未来模具市场中,塑料模具占模具总量的比例仍将逐步提高,且发展速度将快于其他模具。据悉,模具工业2000年以来以每年20%的速度飞速增长,拉动了模具档次的提高,精良的模具制造装备为模具技术水平的提升提供了保障。

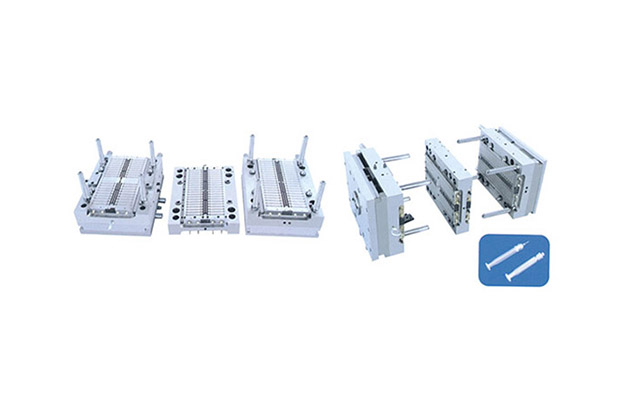
注射器模具的断裂:锻打的模具材料由于温度控制不当,本身就已开裂,碰到这种情况,只有换模板。生产中的开裂乃至断裂的模板,一次性注射器模具往往是选用的材料热处理硬度过高,应力过大造成的。椒江优质焊接时容易出现龟裂现象,严重时,特别在焊接Cr12硬料容易开裂。模板应力过大、撞击开裂处大多在型腔尖角、如果还能用,可穿孔割工字形镶拼,也可在模板的周围抱住。注射器模具的磨损:特别是热固性塑料模、铝合金注射模磨损现象严重。注射模具中活动件位置硬度不够,有锋角,选材不当等也是造成磨损的原因。数控送料机研发对于腐蚀性强的制品和有相当硬度、有填料的塑料,我们选用地材料表面要耐腐蚀和表面硬度要高。注射器模具的散热不良:长芯子模具的散热性相当重要,选用适当的材料对于产品的外观和产品的产量很大的差距。如选用含有铍和钴的铍铜等材料,经热处理后有较高的强度、硬度、耐疲劳性、耐磨性和很好传热性。
注射器模具变形了之后改怎么挽回:注射器模具、产品生产过程中,模具材料常常会出现各种缺陷,变形: 材料变形原因之一是由于为了降低成本,实际采用模具的材料并非专用模具钢材,模板的刚性不足,厚度不够,热处理不当和残余应力,电火花加工应力等,以上原因又常常相互作用,加大了变形量。处理时除了对应解决外,加宽模脚或在模具中部各点使用加力柱顶住。某些模具本身要求并不高,可在焦点位置瞬间高温加热变形,相当有效。人们经常磨掉模板的边缘,使其减少了接触面,要尽量减少磨深,以利于模具的有效寿命。模板变形后的型腔角尺度的偏差是很难纠正的,过紧的芯子使得型腔被壁变形,多型腔时这种现象特别严重,勉强使用的话,模板中间的飞边不会改观,尤其是注射尼龙等流动性好产品,应该磨平重配芯子。模具修整时焊接在较薄位子,变形量也是不可忽视的。

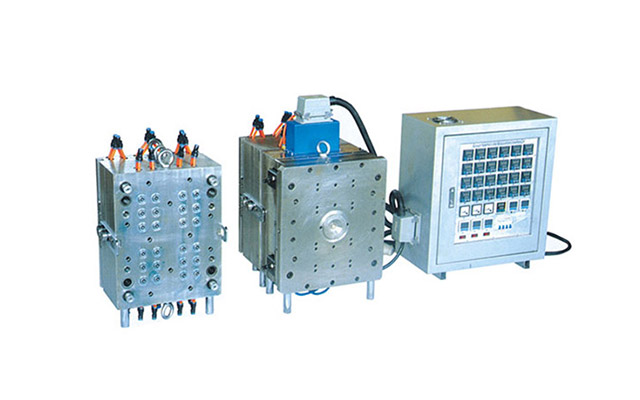
注射模具冷却系统的设计经常被认为只是次要的问题。对于冷却系统的尺寸和结构设计都没有给予足够的重视。冷却系统设计不合理,注射器模具对于小型塑件会产生内应力,对于壁较薄的大型塑件会引起变形,甚至应力开裂。而且,不充分冷却,会导致延长成型周期,从而降低生产效率。下面,用一些简化的形式,对注射模具复杂的冷却过程加以研究,推导出实用的公式,并且根据这些公式对决定冷却系统尺寸的方法进行讨论。 决定冷却系统的尺寸,无疑不是一项简单的工作,一般说来,模具设计者对某些方面还是不熟悉的。这种工作是很复杂的,甚至在技术文献中,对某些问题寻求一个令人满意的回答也是困难的。部分热传导方程是为人们所知的,而且现在可以用计算机和袖珍可编程序计算器来解这些方程。尽管如此,实际问题中所遇到的情况,常给问题的解决带来困难。例如,型腔壁由注入的高温塑料熔体周期性地加热。结果,模具和冷却水之间的温差增大了,且冷却作用变得更强。在模具打开、塑件顶出后,型腔又由周围的空气冷却。因此型腔表面的温度呈周期性变化。 问题的解决变得更困难了,因为注入的高温塑料熔体只与模具的一部分--型腔接触,而整个模具却由冷却通道的冷却水冷却。此外,冷却水在通过模具的冷却通道时被加热,从而改变了模具和冷却水之间的温度差。
模具行业的电子商务热潮即将来临“模具行业的营销竞争从阶段性步入常规化,并从国内延伸到国际,将在国际贸易上出现了重大转注射器模具折。”一位专家在今年的国际模具技术和设备展会上指出未来我国模具行业的发展趋势。 目前,我国有 2 万余家模具企业,随着竞争的加剧,企业需要突破固有的销售链条,寻找新机会。信息化和电子商务正在悄然的改变模具业,甚至正在改变模具企业的惯有思维。记者从 6 月 13 日的“模具行业的中小企业电子商务应用实战”论坛上了解到,模具企业应用电子商务获得订单将是大趋所势,利用网站做推广、建店铺、在 IM 上谈生意都将是模具企业的电子商务应用点。这种低成本,快速传播和高效电子商务成为电子商务和模具行业的紧密结合点。 为了提高模具的生产质量和尺寸合格率,注射模具在加工和贮藏以及生产期间都需要特别精心。当模具闭合开始下一周期时,滞留在模具中的塑件将受损佩且这样的损伤可能进一步危及模具的使用。因此,通常采取措施确保塑件全部脱模和悦模零件复位后,才允许模具闭合,对于单型腔模具来说,用一个用来检测注射成型塑件是否落下的光电管就足够了。

注射器模具对材料要求有哪些:注射器模具是塑料加工中最普遍采用的方法。该方法适用于全部热塑性塑料和部分热固性塑料,制得的塑料制品数量之大是其它成型方法望尘莫及的,作为注射器模具加工的主要工具之一的注塑笔模具,在质量精度、制造周期以及注射成型过程中的生产效率等方面水平高低,直接影响产品的质量、产量、成本及产品的更新,同时也决定着企业在市场竞争中的反应能力和速度。注射器模具对材料的要求随着塑料工业的发展,塑料制品的复杂性、精度等要求愈来愈高,对注射器模具材料也提出更高要求。对于制造复杂、精密和耐腐蚀性的塑料模,可采用预硬钢(如PMS)、耐蚀钢(如PCR)和低碳马氏体时效钢,均具有较好的切削加工、热处理和抛光性能及较高强度。



 浙公网安备 33108102000860号
浙公网安备 33108102000860号
